Tam olarak doğru tork miktarının uygulanması, örneğin motor bloğu ile gergiler veya avara kasnakları arasında doğru sıkma işlemi sağlanması için önemlidir. Çoğu araç tamircisi tork anahtarı kullanmadan cıvata ve somun bağlamak konusunda kendisine güvense de, yapılan araştırmalar büyük çoğunluğun doğru miktara yakın tork değeri elde etmede başarısız olduğunu göstermektedir. Çok fazla veya çok az tork uygulamanın sonuçları oldukça ciddi olabilir. Bunları aşağıda tartışacağız.
Aşırı veya yetersiz tork uygulamanın sonuçları
Yetersiz tork
Çalışan motorlar titreşme eğilimindedir. Tam olarak doğru miktarda bağlama gücü uyguladığınızda, cıvatanın 'vuruşu' ve kayış yükünü motor kitlesine aktaracağından emin olabilirsiniz. Motor bunları emecektir. Yetersiz tork durumunda, saplama veya cıvata tüm etkiye maruz kalacak ve sonuç olarak kesilecektir. Bunun yerine, motor titreşimleri cıvata veya somunun açılmasına, gergiden çıkmasına neden olabilir. Bu durumda, doğru olmayan kayış gerginliği ile birlikte kayışta ve/veya motorda hasar meydana gelecektir.
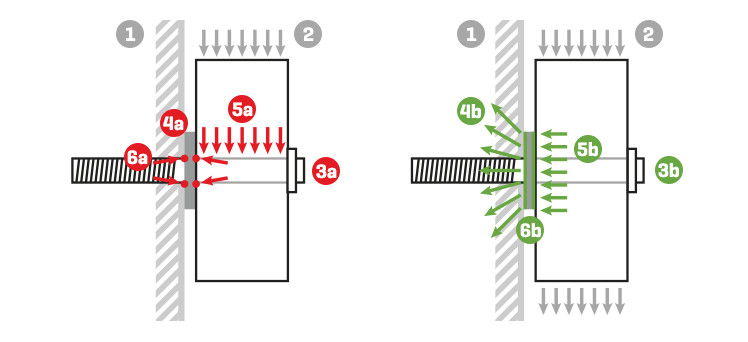
Sol taraftaki kasnak, (1) yanlış torkla motor bloğuna yerleştirilmiştir ve (4a) kasnak montajı ile motor bloğu arasında (3a) düşük sıkma yükü oluşturmaktadır. Kayıştaki yük (2) doğrudan cıvata miline aktarılır (5a), burada kesme etkisi oluşturarak cıvatanın (6a) başarısız olmasına neden olur. Sağ taraftaki kasnak, doğru miktarda tork (3b) ile motor bloğuna (1) yerleştirilmiştir ve doğru sıkma yükü (4b) oluşturur. Kayıştaki yük (2) yalnızca cıvata miline değil, motor bloğuna da aktarılır (5b); böylece kesme etkisi giderilir (6b).
Aşırı tork
Çok fazla miktarda tork da aynı şekilde zararlıdır; bazı gergiler veya avara kasnaklarında bulunan naylon veya plastiğe, rulmanlara zarar verir ya da söz konusu cıvata veya somunun vida dişinde hasara neden olur. Bunlara ek olarak, bu durum örneğin alüminyum silindir kafasında oluştuğunda, alüminyum motor bloğundaki vida dişi kalıcı olarak hasar görür ve bir daha doğru sıkma yükünü elde etmek mümkün olmaz.
Dar alanlara ilişkin not
Bu noktaya kadar tork spesifikasyonlarına harfiyen uymanın ve tork anahtarı kullanmanın önemi anlaşılmış olmalıdır. Alan çok mu dar? Özel bir tork anahtarı bu sorunu çözer. Tüm M8 veya M10 cıvataların aynı miktarda tork gerektirmediğini de unutmayın!
Özel tork ayarları
Bir somunu/cıvatayı sıkarken, yalnızca Nm cinsinden verilen tork değerini uygulamak istenen sıkma gücüne ulaşılacağını garanti etmez; çünkü testler, sıkma işleminde çok büyük farklılıklar oluşabileceğini göstermiştir. Bu nedenle, günümüzde kullanılan kullanım kılavuzlarında, tork değerine ilaveten tork açısının da kullanılması önerilmektedir (ör. 20Nm + 45°). Bu işlem çok daha doğru sonuçları garantiler. Ek olarak, kullanım kılavuzunda tork uygulama, birkaç saniye bekleme, yeniden tork uygulama, birkaç saniye daha bekleme (aynı şekilde devam eder), somun veya cıvatanın yerleşmesi için zaman tanıma ya da bir başka deyişle: İstenen sıkma miktarına ulaşma talimatlarının yer aldığı özel durumlar vardır. Örneğin, 45Nm + 45° + 45° değeri, 45Nm + 90° değerine eşit değildir. İki 45° değerindeki dönüş arasında cıvata 'yerleşir'.
Loctite kullanımına ilişkin bazı öneriler
İstem dışı gevşemeyi önlemek için birçok somun ve cıvata Loctite ile sabitlenir. Ancak bu yapışkanı kör bir delikte kullanırken dikkatli olun: Bir cıvataya Loctite uyguladığınızda cıvatanın dişleri kapanabilir; yani kör delikteki hava, siz cıvatayı içe doğru vidaladığınızda dışarı kaçamaz. Delikteki baskılanmış hava, uyguladığınız tork miktarını okurken sonucu çarpıtabilir (ör. aslında değer daha düşükken 20 Nm olarak okuma). Bu nedenle, doğrudan cıvata yerine, kör deliğin alt tarafına doğru yapışkan uygulamanızı tavsiye ederiz. Elbette cıvatanın yapışkana temas ettiğinden emin olmanız gerekir.